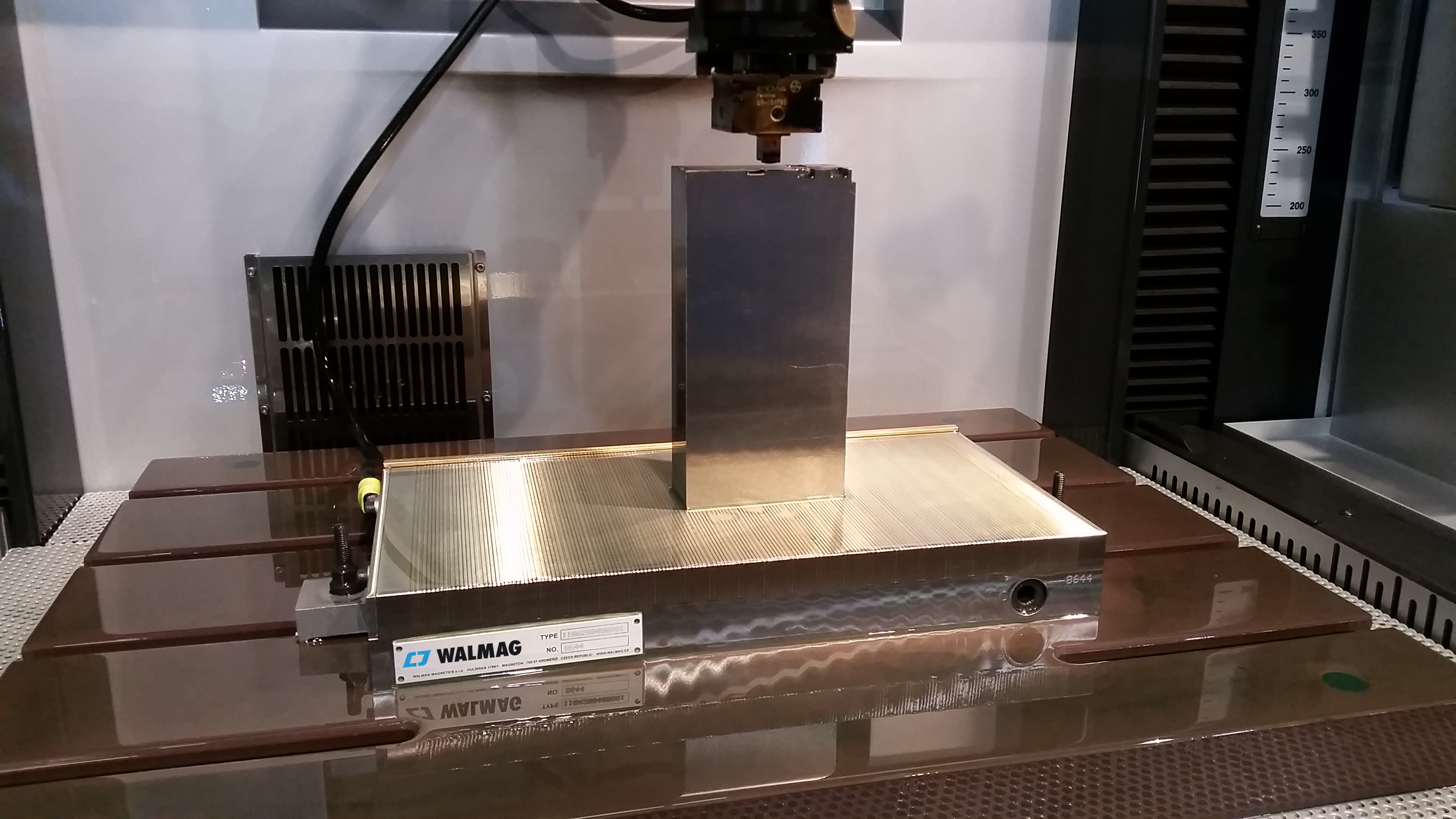
Magnete sind am stärksten, wenn sie größere und
gleichmäßigere Werkstücke spannen.
Bei der Bearbeitung ferromagnetischer Werkstoffe können Sie die Werkstücke mit Magneten an der Arbeitsplatte einspannen. Um jedoch maximale Spannkraft zu erreichen und das Potenzial der Magnete zu nutzen, müssen Sie die Art und Dicke des Materials, die Temperatur des Materials oder die Größe der Kontaktfläche berücksichtigen.
Art des Materials
Der Fluss der magnetischen Kraftlinien wird am besten von kohlenstoffarmen Stählen wie C15 oder C22 mit einem Kohlenstoffgehalt in der Größenordnung von Hundertstel Prozent (ca. 0,15 %) geleitet. Die gute Nachricht ist, dass diese Stähle in der Eisen- und Stahlindustrie am häufigsten verwendet werden.
Im Gegensatz dazu enthalten Stähle mit hohem Kohlenstoffgehalt und legierte Stähle eine größere Anzahl nichtmagnetischer Elemente und leiten daher den magnetischen Fluss viel schlechter. Zum Vergleich: Gusseisen (eine Eisen-Kohlenstoff-Legierung mit einem Kohlenstoffgehalt von mehr als 2,14 %) leitet magnetische Kräfte etwa halb so gut wie kohlenstoffarme Stähle.
Dicke des Materials
Bei einer Produkthöhe von bis zu 3 mm und einer Größe von ca. 200 mm2 durchdringt das Magnetfeld das Material, schließt sich über das Werkstück und die Spannkraft kann aufgrund der kleinen Kontaktfläche unzureichend sein. In solchen Fällen verlaufen nicht alle Kraftlinien durch das Werkstück – einige fließen außerhalb des Materials und tragen nicht zur gesamten Spannkraft bei.
Das magnetische Spannen von sehr kleinen oder dünnen Werkstücken eignet sich daher eher für leichtere Bearbeitungsarten, bei denen der Druck des Werkzeugs auf das Werkstück nicht so stark ist.
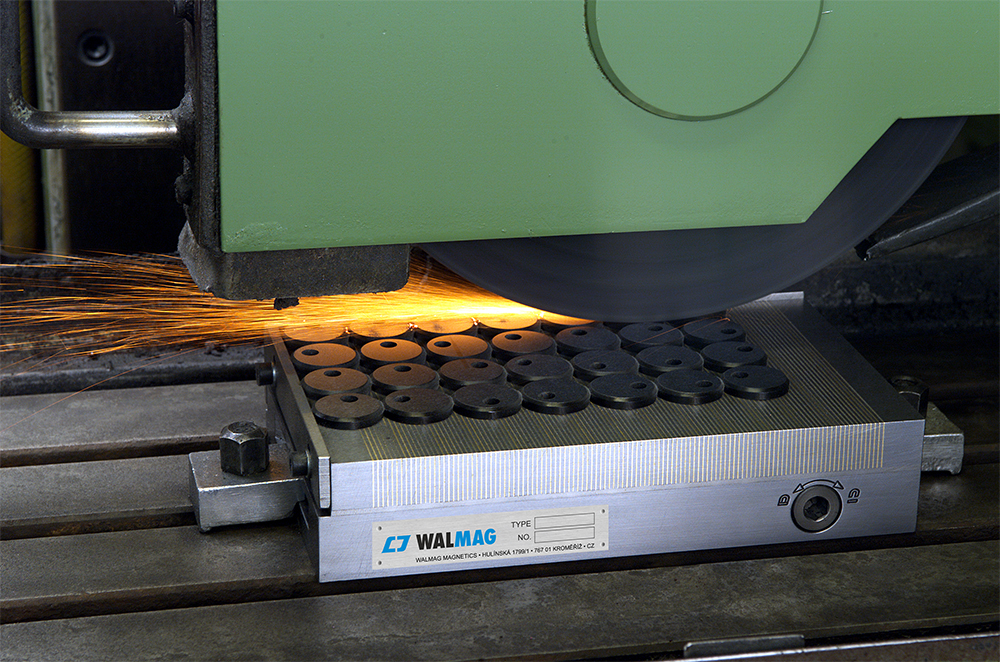
Beim Spannen kleinerer Werkstücke ist es ratsam, ganze
Serien zu spannen – das erhöht die Effizienz der Arbeit
und letztlich die Spannkraft des Magneten.
Luftspalt
Schmutz (wie Farbe oder Rost) und Luftspalte sind wahrscheinlich der größte Feind der Magnetkraft, da sie die Kraftlinien nicht leiten und somit die Spannkraft verringern. Bereits ein Luftspalt von 0,5 mm kann die Leistung des Magneten um bis zu 80 % verringern. Aus diesem Grund empfehlen die Hersteller immer, dass Magnet und Werkstück sauber, glatt und möglichst eben sein sollten.
Versuchen Sie daher, die Arbeit des Magneten zu erleichtern und sorgen Sie für eine möglichst große und saubere Kontaktfläche sowie für eine saubere und staubfreie Arbeitsumgebung.
Kontaktfläche
Um eine maximale Spannkraft des Magneten zu erreichen, ist es ratsam, dass das Werkstück den Nord- und Südpol des Magneten vollständig bedeckt. Wenn er zu klein ist, sollte er mindestens die Pole gleichermaßen abdecken. Dadurch wird die maximale Spannkraft erreicht.
In der Praxis werden oft ganze Serien kleinerer Werkstücke auf die magnetische Arbeitsplatte gelegt, um den Kreislauf zwischen Nord- und Südpol zu schließen. Dadurch wird der Fluss der Kraftlinien effizienter und die Magnetkraft erhöht.
Temperatur
Permanentmagnete haben einen negativen Temperaturkoeffizienten, so dass ihre Leistung bei hohen Temperaturen abnimmt. So verringert sich beispielsweise bei 50 °C die Spannkraft des Magneten etwa um 10 %. Daher sollten die Magnete während des Spannens mit Wasser gekühlt werden, was in der Praxis üblich ist, um sicherzustellen, dass die Sägespäne und Funken gleichzeitig reibungslos entfernt werden. Darüber hinaus bieten einige Hersteller Magnete mit speziellen Beschichtungen und Zusammensetzungen an, die ihre Temperaturbeständigkeit erhöhen.
Denken Sie über die Anschaffung von Spannmagneten für die Produktion nach? Wir helfen Ihnen gerne weiter – kontaktieren Sie uns einfach.